
Introduction to SLA 3D Printing Technology | Ruiyimx
SLA, as a method of 3D printing, has been widely accepted by the public and widely used in various fields due to its material diversity and affordability.
What is SLA? Stereolithography (SLA) is an additive manufacturing process that belongs to the vat photopolymerization family.
In SLA, the model is formed by selectively curing layers of photopolymer resin using a ultraviolet (UV) laser beam.
The material used in SLA is liquid photosensitive thermosetting polymer.
When high precision or smooth surface is required for the model, SLA is the most cost-effective 3D printing technology.
Understanding the advantages, disadvantages, and limitations of the manufacturing process can lead to optimal results.

SLA shares many similarities with Digital Light Processing (DLP), which is another vat photopolymerization printing technology.
In essence, these two technologies can be viewed as one.
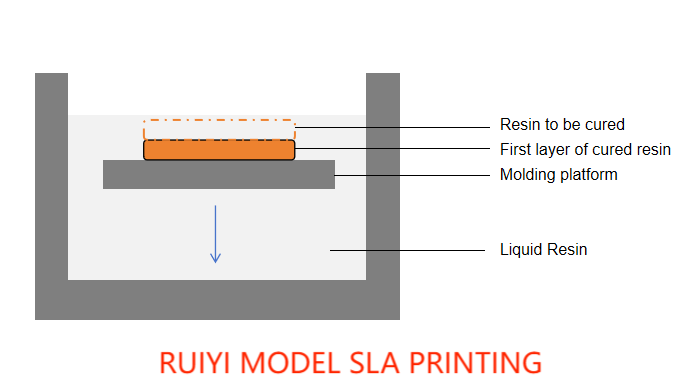
Principles of SLA Operation:
The forming platform is fixed at a distance of one layer height from the liquid resin pool's surface.
The UV laser selectively cures photopolymer resin layer by layer to print the model.
The laser beam is focused on the set path through a group of mirrors called galvos.
It scans the entire cross-section of the model, curing the printing section.
After each layer is printed, the forming platform moves to a safe distance, and a scraper covers the surface with a new layer.
This process is repeated until the model is fully printed.
After printing, the model is in a soft, partially cured state.
Further post-curing under ultraviolet light is necessary for higher mechanical and thermal performance if required.
Bottom-up SLA and Top-down SLA
In bottom-up SLA printers, the laser light source is placed above the resin tank, and the model is printed facing upward.
The forming platform starts from the top of the resin tank and moves downward after each layer is formed.
In top-down SLA printers, the light source is placed below the resin tank, and the model is printed facing downward.
The bottom of the tank is transparent with a silicone coating, allowing the laser to pass through and preventing cured resin from sticking to the tank bottom.
After each layer is formed, the cured resin is separated from the tank bottom as the forming platform moves upward.
This step is called peeling.

Top-down printers are mainly used in desktop-level printers, while bottom-up ones are typically used in industrial SLA systems.
Top-down SLA printers are easier to manufacture and operate, but their printing size is limited because the pulling force during peeling may cause printing failures.
Bottom-up printers can accommodate very large print sizes, with minimal deviation in accuracy, but they are expensive.
The table below summarizes the main characteristics and differences between these two approaches:

Post-Processing:
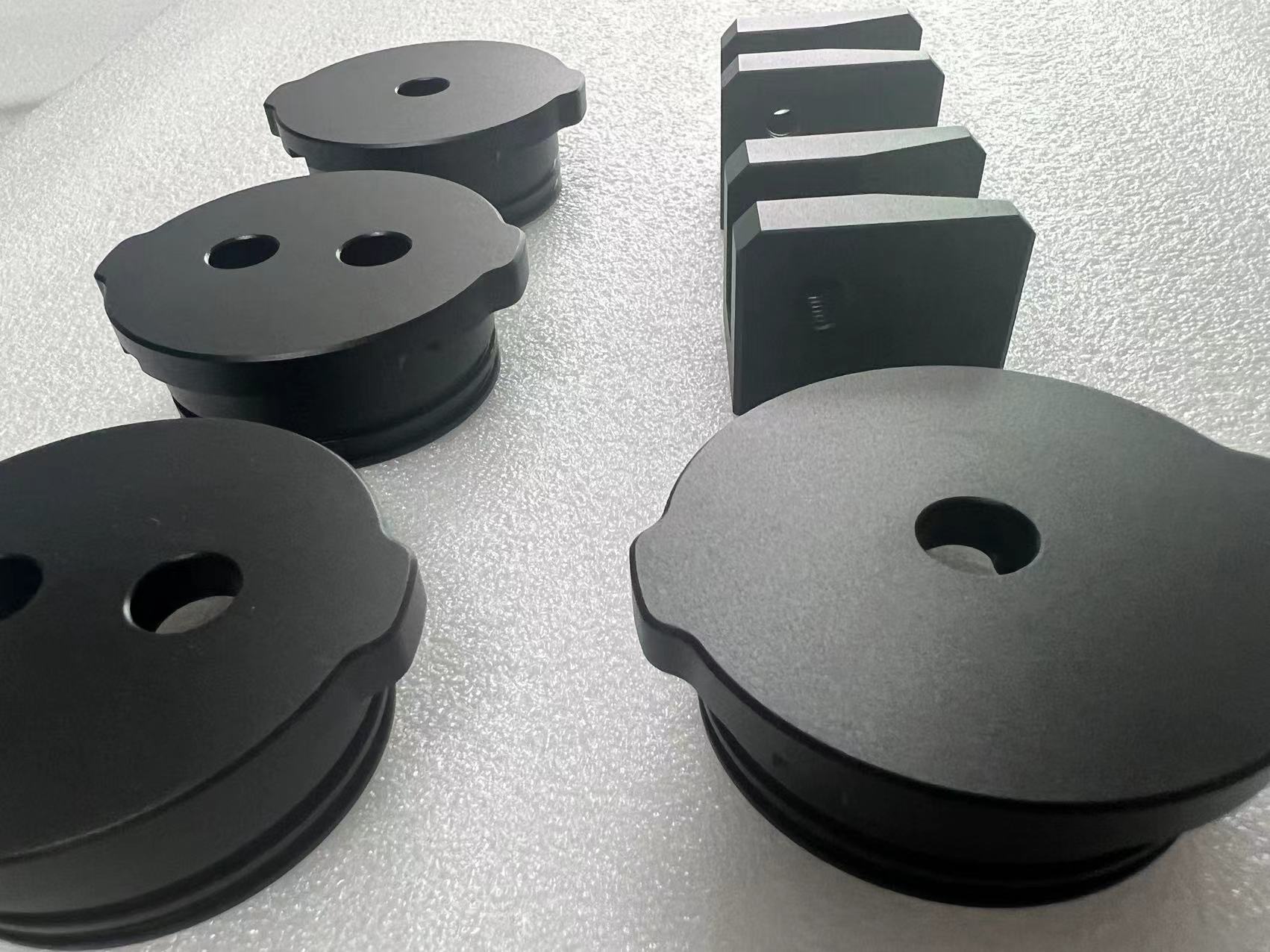
SLA models can achieve very high quality through various post-processing methods such as sanding, polishing, spray coating, and the use of mineral oil.
Various effects of post-processing of transparent resin outer layer.
From left to right: support removal, water sanding, UV protection spray, polishing.
Advantages and Limitations of SLA:
The main pros and cons of SLA are summarized as follows:
SLA can produce parts with extremely high dimensional accuracy and complex details.
The surface finish of SLA models is high.
SLA can use special materials such as transparent, flexible, and casting resins.
SLA parts are usually very fragile and not suitable for functional applications.
The mechanical performance and appearance of SLA models degrade over time when exposed to sunlight.
Supports are always needed, and post-processing is required to eliminate marks left by supports.
For rapid SLA prototyping, contact us and we drive your project forward.
 The Exquisite Craftsmanship of
The Exquisite Craftsmanship of
 Our 3D Printing: A Brief Intr
Our 3D Printing: A Brief Intr
 Ruiyi's Control of Mold Qualit
Ruiyi's Control of Mold Qualit
 Reliable Mold Manufacturer | E
Reliable Mold Manufacturer | E